 |
|||||||||
|
||||||||||||
大型塑料薄膜生产线总体控制方案
根据甲方关于大型塑料薄膜生产线的生产工艺要求,提出电气总体控制方案。该控制方案体现了技术的先进性和实用性,特别突出了对于大型连续生产线的控制可靠性设计,以保障生产线及加热炉得以稳定高效的运转。
控制方式及控制设备选型特点
本生产线控制系统方案的硬件平台采用了(德)西门子公司倡导的”全集成自动化”方式,软件编制采用了我公司集20余年窑炉控制的丰富经验研发的先进过程控制技术软件平台
全集成自动化方式的特点:
全集成自动化思想就是用一种系统或一个自动化平台完成原来由多种系统搭配起来才能完成的所有功能。应用这种解决方案,可以大大简化系统的结构,减少大量接口部件,应用全集成自动化可以克服上位机和工业控制器之间,连续控制和逻辑控制之间,集中与分散之间的界限。
同时,全集成自动化解决方案还可以为所有的自动化应用提供统一的技术环境,这主要包括:
(1)统一的数据管理
(2)统一的通信
(3)统一的组态和编程软件
基于这种环境,各种各样不同的技术可以在一个用户接口下,集成在一个有全局数据库的总体系统中。工程技术人员可以在一个平台下对所有应用进行组态和编程。由于应用一个组态平台,工程变得简单,培训费用也大大降低。
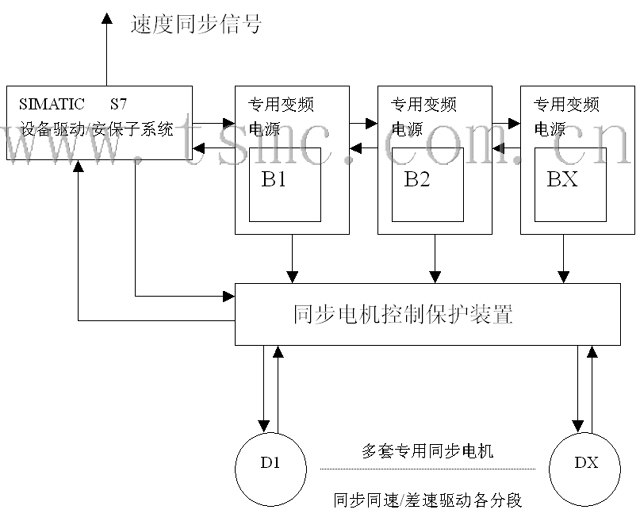
特种交流同步电机分段驱动的生产线电气拖动
采用(日)日立公司的同步电机专用变频器,特种交流同步电机及(德)西门子公司的同步电机控制保护系统构成分段驱动的生产线电气拖动方式。该系统可自动完成多个分段(含网带拖动)驱动电机的同步投入/牵出/再同步的控制。同步调速比可达 1:5,速度同步精度达 0.05%。并可完全满足各分段基于系统同步速度上的差速控制等驱动控制的特殊要求。同时,可送出速度同步信号,以协调上道工序的设备运行速度。参见控制原理框图1
炉温控制系统的特点
燃气热风炉部分
控制模式:
单点线性控温,循环风参与炉内的控制
控制算法:
线性控温: 自适应模糊控制
规则约束控制
分区均衡:程序控制(配方控制)
窑炉压力:微分滞后速度PID控制
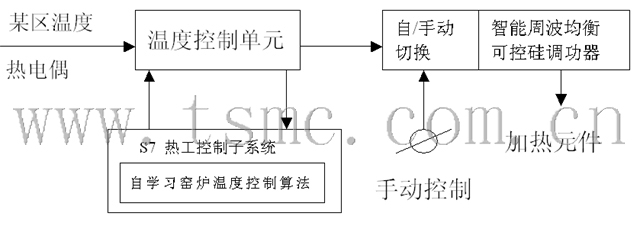
红外电加热部分
电加热炉温控制的主体采用西门子S7控制系统及现场分布式温控单元,可控硅调功器为由AI周波均衡控制器(专利号:97231589.6)和(德)IXYS的功率控制模块构成。自动开关,接触器,接线端子等控制柜内电气元件采用(法)施耐德电气,(德)万可等跨国公司的高质量产品。参见控制原理框图2
燃气热风炉的给定温度及实时温度信号进入电加热炉温控制系统的前馈环节参与控制,以减小炉体预热段的温度波动。
控制原理框图2:
AI智能自学习窑炉模糊控制算法
我公司积多年窑炉控制的经验,潜心研发了一系列窑炉控制算法。成功地应用在冶金,化工,建材,环保,电子陶瓷等领域几十座工业炉窑的控制系统上。其控制精度,稳定性远远优于常规控制方式。该项科研成果曾发表在国际控制及仿真年会上,受到高度评价。
高效节能的周波均衡调功控制方式
AI人工智能周波序列调功器是我公司在电热窑炉温度自动控制中采用的一项先进技术. 下面仅就该项技术的特点及对电热式窑炉整体性能的提高作一简要介绍.
AI人工智能周序列调功技术将嵌入式微电脑, 人工智能算法,金属化陶瓷电力电子器件融为一体.它可将加热功率调整分辨率精确到一个工频周波, 功率控制精度可达千分之一.由于技术的复杂性和高昂的成本,自90年代末期问世以来只限应用于半导体材料制造,航空航天控制等领域.我公司与中科院有关院所合作,将AI人工智能周波序列调功技术成功引人到电热式窑炉的控制系统中.三年来,已有几十套系统在国内运行,为用户创造了显著的经济效益. 电热式窑炉应用AI人工智能周波序列调功技术后有如下优点:
A.窑炉温度控制的精度明显提高,运行工况波动显著减小.中/高温窑炉可将温度波动控制在1℃以内.(普通控制方式一般在3℃-5℃左右).
B.节能显著.综合节电效果在15-20%左右.以360KW的窑炉总容量为例,按80%的生产负荷,则有:
360KW*8760(小时)*80%*15%(节电率)= 378,432(KWh)
按0.6元/KWh的电费计算,每年节省电费可达23万元.特别在倡导可持续发展战略的大背景下,节约能源所创造的社会经济效益更为重要.
C.延长设备使用寿命.由于周波序列调功技术的调节平稳性和精确性,使得在温度控制过程中对配电变压器,电热元件,电气接头的负荷冲击显著减小,大大延长了设备的使用寿命.
D.可为使用单位节省用电增容费用.一般电热窑炉对入户电力变压器容量及输电导线的要求为窑炉额定容量的1.6-1.8倍.而采用AI人工智能周波序列调功技术的窑炉对入户电力变压器容量及输电导线的要求仅为窑炉额定容量的1.0-1.2倍.可为使用单位节省一笔可观的增容费用.
系统的设备配置和控制算法
本方案将西门子SIMATIC S7作为主要控制设备,它具有优越的控制、管理一体化性能,高可靠性和人、机接口的良好操作性能。系统采用SIMATIC S7的控制算法和本企业独特的自适应模糊控制温度算法相结合,使系统在运行过程中按照操作人员预定的控制目标函数进行单元的控制优化,并保证其在升温、保温段的主控点温度波动(偏离工艺曲线的程度)控制在±1.0℃。
由于本系统所使用的主控设备――SIMATIC S7本身的元器件失效损坏引发的控制故障几乎为零(无故障间隔时间大于10万小时),以及S7在程序运行机制上采取了动态诊断、指令重复执行、程序卷回等先进的容错技术,保证了系统的高可靠性运行。
系统中的操作站计算机配有大屏幕显示器、鼠标、操作键盘,操作人员可凭相应级别的密码进入人---机对话界面,对窑炉进行不同级别的操作,如工艺烧成曲线的修改、运行状态的改变、系统的再组态,等等。人---机对话界面的设计符合人机工程学的原则,简洁实用,并对于错误操作有不同形式的警示,以致到拒绝执行。
计算机中具备了一个较完善的生产质量管理数据库,它可长期显示记录自进窑到出窑整个烧成周期中热工参数的变化情况。如所经历的温度曲线及相应时段的机电设备的运行情况。可保存1年,而且可随时作出备份以供长期保存。这个数据库的实现可促进全面质量管理体系的完善。
该系统可处理的监测报警点可达256个,用户可任意设定监控值的报警限,有超限时,计算机将使用声光提示报警,并调出事故处理画面,同时记录下事故处理的进程。
该系统可根据用户的要求格式打印出生产报表,打印方式分即时打印、定时打印和班报表、日报表打印等等。
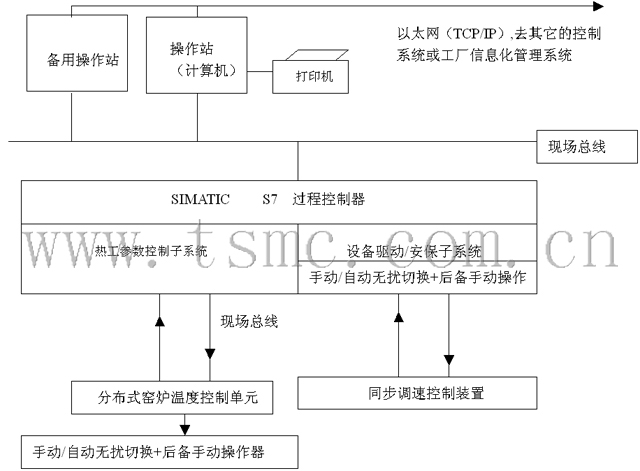
系统已备有通讯接口和联网软件,可方便地与工厂管理部门的计算机联网,发挥控制管理一体化的优势,促进工厂的现代化管理。
控制系统总体框图
版权所有(C) 2009 天津市新控自动化科技有限公司