 |
|||||||||
|
||||||||||||
180 m3大型梭式窑脉冲燃烧控制系统
该项目为目前国内大型卫生洁具脉冲燃烧梭式窑
窑炉概况: 4(宽)X 2(高)X 23(长)m 3,26台高速等温燃烧器
生产产品: 卫生洁具,1250℃(最高),冷-冷,22h
最大升温速率:200℃/h
系统硬件配置:西门子公司的S7-300控制器,配置了6ES7 315CPU,电源,365接口及与系统I/O需求相符的AI/AO,DI/DO模板。
系统控制模式:单点脉冲控温+分区均衡搅拌.
控制算法: 自适应模糊控制,规则约束控制,分区动态均衡控制炉内温差
容错控制功能:
控制系统在程序运行机制上采取了动态诊断、指令重复执行、程序卷回等先进的容错技术,保证了主控系统可靠运行。同时利用容错控制程序对现场外部设备(传感器,执行器,信号电缆,转接端子等)可能引发的控制故障进行处理,从而很好的解决了由于外部设备的非致命损坏造成窑炉非正常运行的问题。并在系统中配备了完善的后备手动操作功能,可做到自动/CRT操作面板手动/手动操作器手动等3级操作的无扰动切换.
该窑炉投产后,产品烧成合格率提高了5%,单件能耗下降15%,提高了用户产品的市场定位和竞争力,产品全部出口欧洲市场。
卫生洁具脉冲燃烧窑炉通用技术方案
(含余热利用接口)
窑炉概况: (宽)X (高)X (长)M3
生产产品: 卫生陶瓷 ℃(最高),冷-冷 h,
烧嘴数量: 8-39 支
最大升温速率: ℃/h
最小升温速率: ℃/h
最大冷却速率: ℃/h
控制模式: 单点脉冲控温+分区均衡搅拌,助燃风参与低温段和降温段的控制
控制算法:
单点脉冲控温: 自适应模糊控制 规则约束控制
分区均衡: 程序控制(配方控制) 动态(可选择)增强搅拌
窑炉压力: 微分滞后速度PID控制
助燃风: 程序控制
设备配置:
主控设备: 西门子SIMATIC控制器
闭环回路: 16-48
输入/出精度: 14/12BIT/80ms
辅控设备:
操作站: HP计算机
后备软手操器: 温控回路: 8-39个
后备硬手操器: 窑压回路: 1个
助燃风/掺冷回路:2个
窑炉机电设备安全联锁控制功能
安全联锁保护的范围如下:
A. 任一燃烧器意外熄火
B. 燃气压力的超限(下限)
C. 助燃/排烟/调温变频器故障
D. 意外停电
E. 电源故障
F. 热工控制参数的失控超限
控制精度及控制响应时间
A. 窑压: 优于±1.5Pa/0.2秒
B. 温度: 控制点控温偏差小于±1.5℃
系统可靠性
MTBF(平均无故障时间):主控系统大于6万小时。
执行技术标准:
A.GB / T 13423-92 工业控制用软件评定准则
B.JB / T 6811-93 工业炉窑微机控制装置通用技术条件
系统的设备配置/功能和控制算法的特点
A.本项产品将西门子SIMATIC S7作为主要控制设备,它具有优越的控制、管理一体化性能,高可靠性和人、机接口的良好操作性能。系统采用SIMATIC S7的控制算法和本企业独特的自适应模糊控制温度算法相结合,使系统在运行过程中按照操作人员预定的控制目标函数进行单元的控制优化,并保证其在升温、保温段的主控点温度波动(偏离工艺曲线的程度)控制在±1.5℃。窑压压力回路的控制精度达到并超过了1%。
B.控制系统的容错控制功能
我们从窑炉控制系统运行过程的统计特性对系统控制故障进行了分析,由于本系统所使用的主控设备――SIMATIC S7本身的元器件失效损坏引发的控制故障几乎为零(无故障间隔时间大于6万小时),以及S7在程序运行机制上采取了动态诊断、指令重复执行、程序卷回等先进的容错技术,保证了主控系统可靠运行。同时利用容错控制程序对现场外部设备(传感器,执行器,信号电缆,转接端子等)可能引发的控制故障进行处理,从而很好的解决了由于外部设备的非致命损坏造成窑炉非正常运行的问题。
C.完善的后备手动操作功能
窑炉所有的温度、压力控制点/检测点均配置有单独的数字显示,全部控制点均配有手动操作器,并可做到自动/CRT操作面板手动/手动操作器手动等3级操作的无扰动切换,操作人员可从CRT或控制柜面板上一览窑炉工作数据,并可在处理故障时不依赖控制系统而手动维护正常的烧成操作。
D. 系统配有大屏幕显示器、鼠标、操作键盘,操作人员可凭相应级别的密码进入人---机对话界面,对窑炉进行不同级别的操作,如工艺烧成曲线的修改、运行状态的改变、系统的再组态,等等。人---机对话界面的设计符合人机工程学的原则,简洁实用,并对于错误操作有不同形式的警示,以致到拒绝执行。
E.生产质量管理数据库
操作站(上位计算机)中具备了一个较完善的生产质量管理数据库,它可长期显示记录每个窑次自进窑到出窑整个烧成周期中热工参数的变化情况。如它所经过的温度曲线,压力曲线及相应时段的机电设备的运行情况。可保存12个月,而且可随时作出备份以供长期保存。这个数据库的实现可促进全面质量管理体系的完善。
F. 报警及事故处理功能:
该系统可处理的监测报警点可达256个,用户可任意设定监控值的报警限,有超限时,计算机将使用声光提示报警,并调出事故处理画面,同时记录下事故处理的进程。
G.能源管理及余热利用接口:
该系统予留了能源管理及余热利用的信息接口,可将本窑炉的运行状态和烟气排放热工参数上传到厂区的能源管理及余热利用控制系统.并可按能源管理及余热利用控制系统的指令向用热设备供应热能.达到节能减排的既定目标.
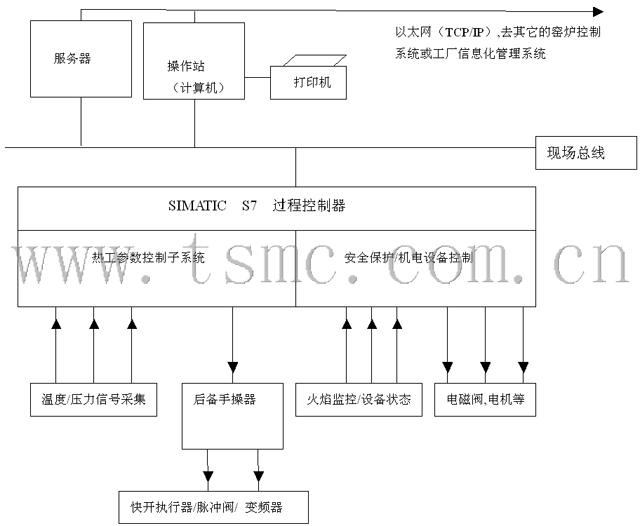
控制系统框图
版权所有(C) 2009 天津市新控自动化科技有限公司